İnce metal nasıl pişirilir
İnce metal kaynağı, bazı deneyimli kaynakçılar için bile bir zorluktur. Kaynak yapmaya yeni başlayanlar genellikle zor anlar yaşarlar. Buradaki kurallar, kalın ürünlerin kaynaklanmasıyla aynı değildir: modları ve elektrotları seçmeyi zorlaştıran birçok özellik ve zorluk vardır. Bunu yarı otomatik cihazlarla kaynak yapmak daha kolaydır, ancak bunlar günlük yaşamda oldukça nadirdir, invertörler çok daha yaygındır. Burada bir invertör ile ince metalin kaynaklanması hakkında konuşacağız.
Ve küçük kalınlıktaki bir metali kaynaklarken ilk zorluk, çok fazla ısıtılamamasıdır: yanar, delikler oluşur. Bu nedenle, "ne kadar hızlı, o kadar iyi" ilkesine göre çalışırlar ve elektrotların hareketinin herhangi bir yörüngesinden bahsetmiyoruz. İnce sac, elektrotun bir yönde - herhangi bir sapma olmadan dikiş boyunca geçirilmesiyle kaynaklanır.

İnce metalleri kaynaklarken, levhalar aşırı ısınır ve bükülür
İkinci zorluk, düşük akımlarda çalışmanız gerektiğidir ve bu, arkın kısa yapılması gerektiği gerçeğine yol açar. Hafif bir ayrılıkla, sadece söner. Arkın tutuşmasında da sorunlar olabilir, bu nedenle, iyi bir akım-voltaj karakteristiğine (70 V'un üzerinde açık devre voltajı) ve 10 A'dan başlayan kaynak akımının düzgün ayarlanmasına sahip cihazlar kullanın.
Başka bir sıkıntı: Güçlü ısıtma ile ince tabakaların geometrisi değişir: dalgalar halinde bükülürler. Bu eksiklikten kurtulmak çok zor. Tek seçenek, aşırı ısınmamaya veya ısıyı gidermemeye çalışmaktır (aşağıdaki ısı dağıtıcı pedlerle ilgili yöntemi okuyun).
İnce metal levhaların alın kaynağı yapılırken kenarları dikkatlice işlenir ve temizlenir. Kir ve pasın varlığı, kaynağı daha da sorunlu hale getirecektir. Bu nedenle, her şeyi dikkatlice hizalayın ve temizleyin. Çarşafları aralıksız olarak birbirine çok yakın yerleştirirler. Detaylar kelepçeler, kelepçeler ve diğer cihazlarla sabitlenmiştir. Daha sonra parçalar her 7-10 cm'de bir kısa dikişlerle tutturulur. Parçaların hareket etmesini önler ve bükülme olasılıkları daha düşüktür.

Kenarları iyi temizlerseniz, iyi bir dikiş elde edebilirsiniz.
İnvertör ile ince metal nasıl pişirilir
DC kaynak makineleri iyidir çünkü ters polarite ile kaynak yapabiliriz. Bunu yapmak için, elektrot tutuculu kabloyu "+" ya bağlayın ve "-" parçaya asın. Bu bağlantı ile elektrot daha fazla ısınır ve metal minimum düzeyde ısınır.
Hakkında, ev veya yazlık ev için bir kaynak invertörü nasıl seçilir burada okuyun.
En ince elektrotları kullanarak pişirmek gerekir: 1,5 mm'den 2 mm'ye. Bu durumda, yüksek bir erime katsayısı ile seçim yapmanız gerekir: o zaman düşük akımlarda bile, dikiş yüksek kalitede olacaktır. Akım küçük ayarlanmış. 1.5 mm elektrotlar için, "iki" - 40-60 amper için yaklaşık 30-45 amper olmalıdır. Gerçekte, bazen daha düşük koyarlar: Çalışabilmeniz önemlidir.
| Metal kalınlığı, mm | 0,5 mm | 1.0 mm | 1.5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrot çapı, mm | 1.0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Akım gücü, A | 10-20 amper | 30-35 amper | 35-45 mm | 50-65 mm | 65-100 mm |
Metali daha az ısıtmak için parçalar dikey veya en azından eğimli bir yönde yerleştirilir. Daha sonra elektrotun ucunu kesinlikle bu yönde hareket ettirerek (saptırmadan veya geri dönmeden) yukarıdan aşağıya doğru pişirirler. Eğim açısı ileriye doğru bir açı iken, değeri 30-40 ° dir. Böylece metalin ısıtılması minimum düzeyde olacaktır ve bu, ince metallerin kaynaklanması için en önemli görevlerden biridir.
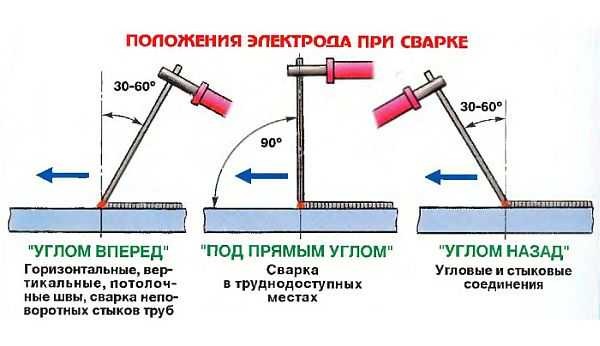
Kaynak elektrot pozisyonları ve kullanımları
İnce metallerin kaynağı için elektrot seçimi için genel öneri: bu tür işler için yüksek kaliteli ithal elektrotlar satın alın. Pek çok kez daha az sorun olacaktır.
Üretim hakkında metal bir çerçeve üzerine dökün, buradan okuyun.
İnce metal levhaların kaynağı için teknikler ve yöntemler
Bazen ince tabakaların bir açıyla kaynaklanması gerekir.Bu durumda, flanş yöntemini kullanmak daha uygundur: tabakanın kenarları, her 5-10 cm'de bir kısa enine dikişlerle tutturulmuş gerekli açıya bükülür, bundan sonra yukarıda belirtildiği gibi kaynaklanır: yukarıdan aşağıya sürekli bir dikiş ile.
Video, ince sacın bir kaynak invertörü kullanarak bir elektrotla nasıl kaynaklanacağını gösterir. Flanşlama yöntemi kullanılır: parçaların kenarları geriye katlanır, ardından kısa dikişlerle birkaç yere yapıştırılır. Ardından 2 mm kalınlığında ince bir elektrotla kaynak yapılır.
Ayırma olmadan kaynak yaparken yanmayı önlemek her zaman mümkün değildir. Ardından arkı birkaç dakika kırmayı deneyebilir ve ardından elektrodu aynı yere tekrar indirip birkaç milimetre daha ilerletebilirsiniz. Yani, yayı çekip geri getirip pişirin. Bu yöntemle arkın ayrılması sırasında metalin soğuması için vakti olduğu ortaya çıkmaktadır. Videoda elektrot çıkarıldıktan sonra kaynak yerinin renginin nasıl değiştiğini göreceksiniz. Önemli olan metalin çok fazla soğumasına izin vermemek.
İnce metalin çekme kaynağı videonun ilk bölümünde gösterilmektedir. Birleştirme yöntemi - üst üste binme (bir kısım diğerini 1-3 cm üst üste biner), rutil kaplamalı bir elektrot kullanılır (yapısal ve düşük alaşımlı çelikler için). Daha sonra paslanmaz çeliğin ana kaplamalı bir paslanmaz elektrot ile kaynağı gösterilir ve sonunda demir içeren metal bağlantı aynı paslanmaz çelik elektrotla kaynaklanır. Bu arada, dikişin, önerilen elektrotları kullandığından daha iyi kalitede olduğu ortaya çıktı.
Bir invertör makinesi ile kaynak yapmak için elektrot seçimi hakkında bilgi edinin buraya.
İnce metal kaynak yapılırken sürekli bir dikiş gerekli değilse, punta kaynağı kullanılır. Bu küçük boyutlu kaynak yöntemiyle, çiviler birbirinden kısa bir mesafede bulunur. Buna kesintili dikiş denir.

İnce metalde kesintili bir dikiş böyle görünür
Genel olarak, ince demirin uçtan uca kaynaklanması zordur. Örtüşme daha kolaydır: Parçalar çok fazla ısınmaz ve her şeyin "önderlik etme" ihtimali daha azdır.
Kaynak ve bağlantı türleri hakkında buradan bilgi edinin.
İnce metalin uçtan uca elektrik kaynağı yapılırken, levhalar arasına 2,5-3,5 mm çapında ince bir tel döşemek mümkündür (kaplamayı hasarlı elektrotlar üzerinde yenip kullanabilirsiniz). Ön taraftan metal yüzeyle aynı hizada olacak ve arkadan çapın neredeyse yarısı kadar çıkıntı yapacak şekilde konumlandırılmıştır. Kaynak yaparken ark bu tel boyunca yönlendirilir. Ana termal yükü alır ve kaynaklı metal levhalar çevresel akımlarla ısıtılır. Aynı zamanda aşırı ısınmazlar, sarsılmazlar, dikişler pürüzsüzdür, aşırı ısınma belirtileri yoktur. Teli çıkardıktan sonra var olduğuna dair izleri görmek zordur.

İnce metal alın kaynağı aşağıdan yerleştirilmiş bir ısı iletken tel ile kaynak yapılırken dikiş böyle görünür.
Bir başka yol da, eklemin altına bakır plakalar koymaktır. Bakırın çok yüksek bir ısı iletkenliği vardır - çelikten 7-8 kat daha yüksektir. Kaynak yapılacak yerin altına yerleştirilerek ısının önemli bir bölümünü ortadan kaldırarak metalin aşırı ısınmasını engeller. Bu ince metallerin kaynak yöntemine "ısı emici" denir.
Metal bir çardak nasıl kaynak yapılacağını buradan okuyun. Nasıl yapılacağını okumak ilginizi çekebilir gaz silindirinden ızgara veya metal? Kaynakta ustalaşmak için gerekli ve uygun olan şey.
Galvaniz kaynak
Galvanizli çelik - aynı ince sac, sadece bir çinko tabakası ile kaplanmıştır. Kaynak yapmanız gerekiyorsa, çeliği temizlemek için kaynak yapmak için bu kaplamayı kenarlardan tamamen çıkarmanız gerekecektir. Birkaç yol var. Birincisi, mekanik olarak çıkarmaktır: bir öğütücü veya öğütücü üzerinde aşındırıcı bir tekerlek, zımpara kağıdı ve metal bir fırça ile. Başka bir yol var - kaynak yaparak yanmanın. Bu durumda elektrot dikiş boyunca iki kez geçer. Aynı zamanda çinko buharlaşır (900 ° C'de buharlaşır) ve buharları çok zehirlidir. Yani bu çalışmalar sokakta veya işyerinde davlumbaz varsa yapılabilir.Her geçişten sonra, akıyı azaltmanız gerekir.

Galvanizli çeliği açık havada kaynaklamak daha iyidir: buharlaşan çinko çok zararlıdır.
Çinkonun tamamen çıkarılmasından sonra asıl kaynak işlemi başlar. Galvanizli boruları kaynak yaparken, iyi bir dikiş elde etmek için farklı elektrotlarla iki geçiş gerekecektir. İlk dikiş, örneğin MP-3, ANO-4, OZS-4 gibi rutil kaplı elektrotlarla kaynaklanır. Bu durumda salınımların genliği çok küçüktür. Üst dikişi daha geniş yapın. Yaklaşık olarak elektrotun üç çapına eşittir. Burada acele etmemek ve iyi kaynatmak önemlidir. Bu geçit, temel kaplamalı elektrotlar tarafından kullanılır (örneğin, UONI-13/55, UONI-13/45, DSK-50).
İnverter kaynağı için elektrot seçimi hakkında daha fazlasını buradan okuyun.









